SMED - Redukcja Czasu Przezbrojenia Maszyn
Co to jest SMED?
SMED (Single Minute Exchange of Die) to metoda Lean Management służąca do skracania czasu przezbrojenia maszyn poprzez oddzielenie czynności wykonywanych podczas postoju od czynności możliwych do wykonania podczas pracy urządzenia. Celem SMED jest redukcja czasu przezbrojenia do mniej niż 10 minut.
Metodologia została opracowana przez Shigeo Shingo dla Toyoty w latach 50-tych. Ideałem jest osiągnięcie czasu przezbrojenia poniżej 10 minut, który pozwoli na produkowanie dużej liczby różnych asortymentów na tej samej maszynie w ciągu jednej zmiany.
Aksjomat SMED
Optymalne przezbrojenie trwa poniżej 10 minut i jest wykonywane przez operatorów, nie specjalistów z działu utrzymania ruchu.
SMED jest często rozumiany jako narzędzie pozwalające głównie na uzyskanie większej wydajności z maszyny, natomiast w oryginalnym zamierzeniu, SMED redukował czas oczekiwania na zlecenie poprzez redukcję wielkości partii produkcyjnej i podniesienie elastyczności.
Metodologia SMED
W praktyce SMED jest zespołową redukcją czasu przezbrojenia maszyny. Metodologia SMED, opracowana przez Shigeo Shingo, dzieli czynności przy przezbrojeniu na dwie kategorie: „wewnętrzne” i „zewnętrzne”. Wewnętrzne są to czynności które muszą być wykonane podczas postoju maszyny. Zewnętrzne mogłyby być wykonane w czasie pracy maszyny.

Czynności WEWNĘTRZNE | Czynności ZEWNĘTRZNE |
Muszą być wykonane w czasie kiedy maszyna nie pracuje ze względu na specyfikę urządzenia lub technologię wytwarzania | Obecnie są wykonywane w czasie zatrzymania maszyny, ale przy innej organizacji pracy mogą mieć miejsce kiedy maszyna pracuje |
Przykład: odkręcanie śrub mocujących narzędzie w prasie | Przykład: szukanie klucza do odkręcenia śrub |
Jak skrócić czas przezbrojenia?
Aby zredukować czas przezbrojenia należy zastosować 3 strategie redukcji czasu:
Jak wyeliminować czynności zewnętrzne?
Czynności zewnętrzne w niezorganizowanym przezbrojeniu zajmują typowo połowę łącznego czasu. Stąd zasada, że czas każdego przezbrojenia można skrócić o 50%.
Przed zatrzymaniem maszyny należy:
- Zdobyć informacje: jaki będzie następny produkt, format, surowce, parametry
- Przygotować narzędzia, formy i inne pomoce (5S)
- Rozkręcić narzędzia i formy na elementy
- Przygotować komponenty, materiały i surowce
- Przygotować ludzi
Po ponownym uruchomieniu maszyny należy:
- Zwrócić narzędzia, formy, matryce, surowce i materiały
- Przygotować dokumentację, np. rozliczenie produkcji
- Przeprowadzić 5S na stanowisku i na maszynie
No. | CZYNNOŚĆ | STATUS |
1 | Przynieść nowe szpule | OK |
2 | Oszlifować szpule | OK |
3 | Obciąć uszkodzony drut | OK |
4 | Przygotować osłony na szpule | OK |
5 | Przynieść nowy bęben | OK |
6 | Przygotować narzędzia | OK |
7 | Przygotować nowe chwytaki | OK |
8 | Przygotować nowe korpusy | OK |
Przykład checklisty czynności do wykonania PRZED przezbrojeniem
Jak zredukować czas czynności wewnętrznych?
Aby wykonać czynności wewnętrzne szybciej, należy rozważyć:
- Sposób przykręcania, mocowania
- Rodzaj narzędzi
- Sposób wprowadzania danych
- Wyeliminowanie regulacji – standaryzacja
Duży procent czynności wewnętrznych stanowi odkręcanie i dokręcanie elementów narzędzia i maszyny. Należy dążyć do wyeliminowania używania jakichkolwiek narzędzi, tak aby pracę można było wykonać ręcznie. Jeżeli nie jest to możliwe, ograniczyć czas używania narzędzia. Czasami będzie wiązało się to z modyfikacją narzędzia lub konstrukcji urządzenia.
Sposób mocowania płaszczyzn bez użycia śrub
Dla pras lub maszyn do wtrysku plastiku, dużą część czasu wewnętrznego zajmuje regulacja wysokości skoku aby zapewnić, że matryca nie zostanie zmiażdżona przez jej drugą połowę, a jednocześnie jest wystarczająco blisko, aby wykonać zadanie.
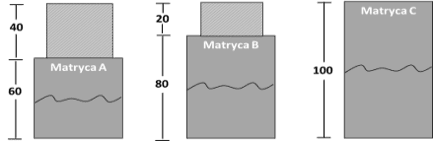
Matryca A i B zostały zmodyfikowane poprzez zwiększenie ich wysokości, aby osiągnąć taki sam wymiar co Matryca C
Jak zamienić czynności wewnętrzne na zewnętrzne?
Zamiana czynności wewnętrznych na zewnętrzne jest kluczem do uzyskania kilkuminutowego przezbrojenia. Przykładem jest zakładanie podgrzanej matrycy na maszynę do wtrysku, aby zredukować czas stabilizacji temperatury. Innym przykładem jest zmiana pustej kasety z etykietami na pełną, zamiast wyjmowania starych i wkładania nowych etykiet do kasety zamontowanej na stałe w maszynie.
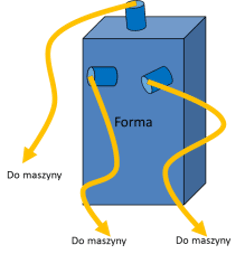
Podpięcie węży z wodą i olejem na maszynie do wtrysku plastiku zajmowało kilkanaście minut, razem z odnalezieniem prawidłowych węży

Zastosowanie „pająka”, którego końcówki można wpiąć na formie w ramach przygotowania. Po zamocowaniu na maszynie pozostaje wpięcie tylko jednego węża do układu z wodą lub olejem
Standaryzacja procesu przezbrojenia
Aby upewnić się, że nowy krótszy czas będzie za każdym razem osiągalny, stosuje się następujące metody standaryzacji wykonywania przezbrojenia:
- Checklisty z czynnościami przygotowania do przezbrojenia (czynności zewnętrzne)
- Wykres Gantta pokazujący sekwencje czynności w czasie
- SOP i OPL dla krytycznych procedur w trakcie wymiany
- Checklisty czynności do wykonania po zakończeniu przezbrojenia (czynności zewnętrzne)
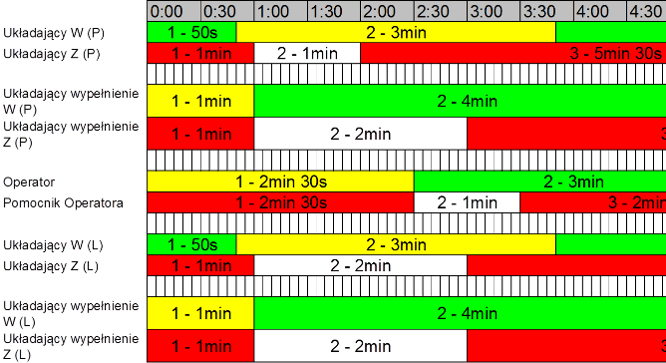
Wykres Gantta pokazujący rozkład czynności w czasie dla 10 osób pracujących przy przezbrojeniu
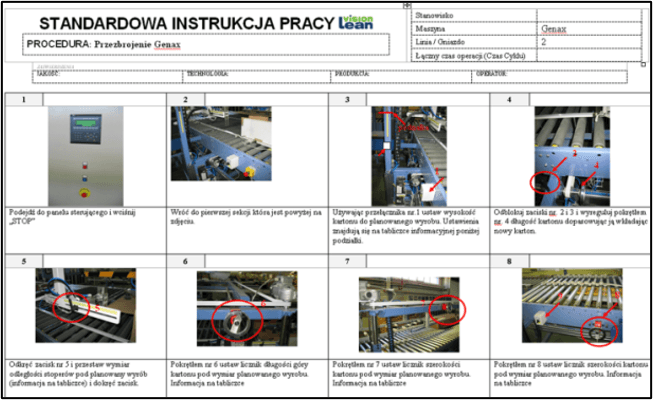
SOP dla czynności jednej osoby przy przezbrojeniu
Jak wdrożyć SMED, krok po kroku?
- Wybierz maszynę /segment linii produkcyjnej i uformuj zespoł.
- Sfilmuj proces przezbrojenia (dla krótszych przezbrojeń < 30 min. może to być zamienione na obserwację przezbrojenia przez zespół w trakcie warsztatu)
- Przeprowadź 2-dniowy warsztat wg. agendy:
- Analiza taśmy filmowej / obserwacja przezbrojenia w celu zmapowanie procesu
- Podział na czynnosci zewnętrzne / wewnętrzne
- Wypracowanie usprawnień przez zespół
- Próba nowego procesu jeżeli możliwe
- Stworzenie planu akcji
- Wdróż plan akcji z zespołem / odbywaj cotygodniowe przeglądy pracy aby sprawdzać postęp pracy
- Zaprezentuj projekt przed kierownictwem
Projekt SMED typowo trwa kilka do kilkunastu tygodni. Wielofunkcyjny zespół rejestruje proces przezbrojenia na taśmie filmowej, przeprowadza jego mapowanie i analizę, drogą burzy mózgów ustala plan działań i wdraża go na maszynie.
Narzędzia wspierające SMED
Przykład wdrożenia SMED
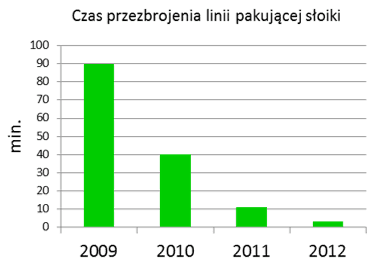
Podczas projektu SMED na maszynie tkackiej, czas przezbrajania został skrócony z 750 do 500 minut, co przełożyło się na 33% redukcję. Zespół osiągnął to dzięki przeniesieniu czynności zewnętrznych poza okres przestoju, standaryzacji metod pracy i poprawie koordynacji między operatorami.
Przeczytaj pełne studium przypadku, aby zapoznać się ze szczegółowym opisem projektu.
Rezultaty SMED
Redukcja czasu przezbrojenia do kilku minut zajmuje czas, nawet kilka lat. Jeżeli będziesz wytrwały w wysiłku, sukces jest gwarantowany.
Shigeo Shingo:
„Każde przezbrojenie może zostać skrócone o 90% Użyj mózgu, nie pieniędzy!”
Korzyści z wdrożenia SMED
- Skrócenie czasu przezbrojenia nawet o 50–90%
- Mniejsze partie produkcyjne
- Większa elastyczność produkcji
- Krótszy Lead Time
- Wyższe OEE
- Redukcja zapasów
- Szybsza reakcja na zmiany zamówień
Warszat SMED
Warszat rozpoczyna się wyjaśnieniem metodologii redukcji czasu przezbrojenia. Kolejno zespół obserwuje przezbrojenie wykonywane na maszynie i rejestruje czynności oraz czasy. Po powrocie do sali uczestnicy tworzą mapę przezbrojenia i określają cel dla redukcji czasu. W przypadku kiedy przezbrojenie było sfilmowane wcześniej, analogiczna analiza odbywa sie w sali.
W drugim dniu zespół wypracowuje usprawnienia drogą burzy mózgów, standaryzuje nową metodę oraz układa plan akcji do wdrożenia po warsztacie. Ponadto, w miarę możliwości dostępu do maszyny przeprowadza próbę nowego przezbrojenia aby zweryfikować nowe czasy. Na zakończenie odbywa się prezentacja rezultatów przed kierownictwem firmy.
DZIEŃ 1
- Szkolenie w metodologii SMED, przedstawienie podziału na czynności wewnętrzne i zewnętrzne
- Obserwacja procesu przezbrojenia, rejestracja czynności i czasów, ew. analiza wczesniej zarejestrowanego przezbrojenia
- Stworzenie mapy procesu przezbrojenia w obecnym stanie
DZIEŃ 2
- Planowanie usprawnień, eliminowanie, łączenie, redukcja czasu trwania czynności
- Stworzenie mapy nowego procesu przezbrojenia – wykres Gantt
- Ułożenie planu akcji wdrożenia usprawnień
- Wdrożenie szybkich akcji
- Próba nowego procesu przezbrojenia (jeżeli możliwe)
- Dokumentacja i standaryzacja nowego procesu
- Prezentacja rezultatów przed kierownictwem
FAQ - Często zadawane pytania
Shigeo Shingo, konsultant dla Toyoty w latach 50-tych jest twórcą metody. Zobacz książkę A revolution in manufacturing – The SMED System
Typowo dwa dni: dzień na analizę stanu obecnego i dzień na stworzenie planu poprawy.
Każdorazowa redukcja czasu trwania przezbrojenia o 50% z docelowym targetem wykonywania procesu w mniej niż 10 minut.
Czynności wewnętrzne muszą być wykonane w czasie kiedy maszyna nie pracuje ze względu na specyfikę urządzenia lub technologię wytwarzania.
Czynności zewnętrzne obecnie są wykonywane w czasie zatrzymania maszyny, ale przy innej organizacji pracy mogą mieć miejsce kiedy maszyna pracuje.
O 50% za każdym warsztatem SMED.
Czas przezbrojenia jest liczony od momentu kiedy maszynę, z nominalną prędkością, opuściła ostatnia dobra sztuka, do momentu kiedy maszyna wyprodukowała, z nominalną prędkością, pierwszą dobrą sztukę w nowym asortymencie. Jeżeli po tym wydarzeniu dalej trwają regulacje maszyny, przezbrojenie sie nie zakończyło.
Metodologię SMED można stosować wszędzie gdzie zachodzi zmiana w procesie. Np. przygotowanie sali operacyjnej w szpitalu do kolejnej operacji lub przygotowanie narzędzi do naprawy pojazdu w warsztacie samochodowym.
- Wybór maszyny i zespołu.
- Sfilmowanie procesu lub jego obserwacja.
- Stworzenie mapy procesu i podział na wewnętrzne /zewnętrzne czynności.
- Burza mózgów nad opracowaniem planu zmian i stworzenie planu akcji działań do wdrożenia.
- Wdrażanie planu połączone z cotygodniowymi przeglądami postępu prac zespołu.
- Prezentacja rezultatów przed kierownictwem firmy.
- 5S
- TPM
- Praca Standaryzowana
- VPM